
Стальные задвижки продажа виды устройство характеристики применение
Стальные задвижки купить в Нижнем Новгороде
Задвижка основной инструмент трубопровода, который способен перекрыть поток вещества. Разновидностей данного устройства на рынке трубопроводной арматуры много. Одни предназначены для коммунальщиков, другие для газовиков и нефтяников. Третьи это прерогатива проектных организаций
Что необходимо посчитать, чтобы сделать выбор?
- какие виды задвижек бывают;
- в каких рабочих средах допускается их эксплуатировать;
- как их устанавливать;
- и хранить.
Область применения задвижек и запорной арматуры
Задвижка относится к запорной арматуре. Ее используют для полного перекрытия потока рабочей среды в трубе.
В технологии работы разных предприятий, имеющих на балансе трубопроводные системы, встречаются процессы, осуществить которые без использования задвижки невозможно.
А вот в каких отраслях используется задвижка:
- городские коммунальные сети;
- нефтяная и газовая отрасль;
- судостроение;
- пищевая и строительная промышленность.
Практически любое выпускающее и эксплуатирующее производство, имеющее самую малую трубопроводную сеть, нуждается в устройствах запорной арматуры. Задвижка самый распространенный ее представитель.
Виды стальных задвижек
Для работы с разными веществами, циркулирующими по трубам, задвижки изготавливаются в разных исполнениях. Они различаются по:
- материалу корпуса;
- типу шпинделя;
- материалу уплотнительных поверхностей затвора;
- типу привода;
- способу присоединения к трубе.
По материалу корпусных деталей выпускаются чугунные и стальные задвижки. Чугун предназначен для неагрессивных сред, таких как пресная вода и пар. Максимальное давление в трубе, при котором задвижка работает в нормальных условиях здесь не высокое до 1,6 МПа (или 16 атмосфер).
Стальные задвижки делятся на изделия из высокоуглеродистой и легированной стали. Высокоуглеродистые сплавы предназначены для работы с водой, паром, нефтепродуктами.
А вот задвижки из легированных сплавов допускается эксплуатировать в трубопроводах, по которым обращаются агрессивные среды (кислоты, щелочи и т.д.). Максимальное давление системы до 250 МПа.
При определении допустимых рабочих сред, надо руководствоваться ГОСТом 9.908-85г. Согласно этому документу, скорость коррозии корпусных деталей задвижки при эксплуатации не должна быть выше 0,1 мм/год.
По типу шпинделя задвижки бывают с выдвижным и невыдвижным шпинделем. Данный классификатор также влияет на область применения арматуры. К примеру, задвижки с невыдвижным шпинделем устанавливают только для чистой воды, пара и масел. А вот устройства с выдвижным шпинделем применяются для широкой номенклатуры рабочих сред.
Материал уплотнителей затвора тоже влияет на сферу применения задвижки. Для коммунальных нужд, а также для магистралей, где транспортируется вода и пар, применяются обрезиненные затворы. А вот для нефтепродуктов и других веществ, производители используют стальные затворы с наплавкой из нержавеющей стали.
По типу привода задвижки бывают:
- ручные (штурвал);
- механические (редуктор);
- и электрические (электродвигатель).
Корпуса задвижек комплектуют 2 типами присоединения – фланцевое и сварное (под приварку, с разделкой присоединительных патрубков).

Каждая модификация задвижки имеет свои достоинства и недостатки, а также область применения.
Принцип действия задвижки
Задвижка предназначена для остановки потока вещества в магистрали. Основная подвижная деталь – затвор, расположенный перпендикулярно оси потока.
Задвижки монтируются в трубопроводы, по которым обращаются:
- вода;
- пар;
- газ;
- нефтепродукты;
- химические вещества.
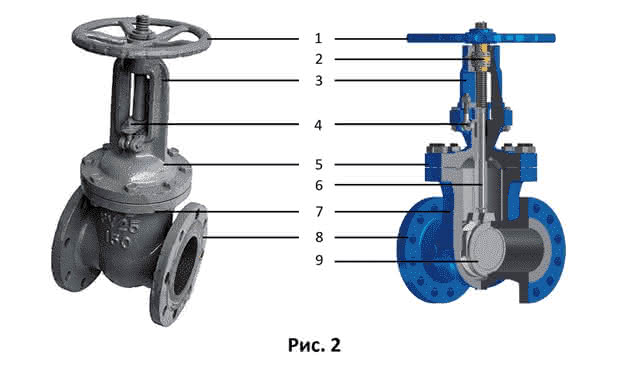
При помощи штурвала (1) и ходовой гайки (2) приводится в движение шпиндель (6), закрепленный Т-образным способом с затвором (9). Вращение гайки передается шпинделю, который, посредством вращательно-поступательного движения, открывает/закрывает затвор.
На разрезе справа видно, что затвор и часть шпинделя находится непосредственно в рабочем пространстве, контактируя с веществом, циркулирующем в трубе. Чтобы не допустить выхода вещества в окружающую среду, подвижная часть герметично изолирована при помощи откидных болтов сальника (4).
Сам сальник комплектуется набивкой, плотно намотанной на гладкую часть шпинделя (шток), являющуюся уплотнителем. Кроме этого, уплотнитель помещается в специальную проточку фланцевого соединения крышки (5) и корпуса (7).
Для фиксации задвижки используются присоединительные фланцы (8), которые также уплотняются при помощи прокладки – паронита.
На рис. 2 изображена стальная клиновая задвижка с выдвижным шпинделем. При вращении штурвала, шпиндель выдвигается вверх, открывая затвор, для полноценного вывода которого в устройстве предусмотрен бугельный узел (3). Высота этого узла выполняется не менее чем 1 диаметр условного прохода.
Задвижки выпускаются в разных модификациях.
Самые распространенные или популярные:
- 30ч6бр;
- 30с41нж;
- 30с15нж;
- 30с64нж.
После изготовления, каждая задвижка подвергается заводским испытаниям на прочность корпусных деталей и герметичность затвора.
С невыдвижным шпинделем
Кроме задвижки с выдвижным шпинделем, представленной на рис. 2, изготавливаются устройства с невыдвижным шпинделем. Их основной чертой является меньшая строительная высота.
.png)
Задвижки с невыдвижным шпинделем устанавливаются в стесненных условиях, преимущественно для работы в магистралях, по которым обращается вода (не имеющая примесей), нефть и нефтепродукты, масла. Данный тип арматуры широко применяется для судового строительства.
Принцип работы невыдвижного шпинделя заключается в том, что при вращении штурвала, он (шпиндель) совершает только вращательное движение. Клин в этом случае накручивается на шпиндель, который «прячется» в специальном отверстии (проточке), образованном в теле клина.
Задвижки с невыдвижным шпинделем в своем большинстве выпускаются из чугуна.
Модельный ряд представлен следующими изделиями:
- 30ч39р;
- М3В;
- М3ВГ.
Как и стальные, чугунные задвижки, перед продажей подвергаются заводским испытаниям, с обязательным проставлением результатов в паспорте изделия.
Как отличить чугунную задвижку от стальной?
Отличить чугунное изделие от стального можно по нескольким параметрам.
1. Название арматуры по таблице фигур.
2. Цвет корпуса.
3. Область применения.
4. Материал уплотнительных поверхностей клина.
Сравним обозначение стальной (30с41нж) и чугунной (30ч39р) арматуры.
30с41нж стальная задвижка с уплотнительными поверхностями из нержавеющей стали. Буква «с» в обозначении указывает на материал корпусных деталей. В данном случае «с» – сталь высокоуглеродистая. Маркировка «нж» указывает на наплавки из нержавеющей стали. Такие уплотнители, в основном, используются для нефтепродуктов, масел, бензина, керосина и некоторых газов.
30ч39р чугунная задвижка с обрезиненным клином. Обозначение «ч» указывает на материал корпусных деталей. Буква «ч» – это чугун. Маркировка «р» обозначает, что клин выполнен из резины. Обрезиненные затворы используются для транспортировки воды и пара.
По цвету корпуса, стальная и чугунная арматура тоже отличаются. Изделия из углеродистой стали окрашиваются в серый цвет. А вот чугунные задвижки могут быть черными, красными и синими.
Не путайте синюю и голубую маркировку арматуры. Голубой цвет означает, что корпус выполнен их легированной стали.
Если в паспорте на изделие указано, что в качестве рабочей среды можно использовать только воду и пар – это чугунная арматура. Если можно эксплуатировать в трубопроводах, по которым обращаются газы, нефтепродукты и другие вещества – это стальная задвижка.
Затвор задвижки
Затвор в задвижках по типу формирования представлен 3 видами.
1. Клин. Уплотнительные поверхности находятся под углом друг к другу.
2. Диск. Уплотнители параллельны.
3. Лист (шибер). Затвор выполнен из цельнометаллического листа.
.png)
Клиновые затворы делятся на конструкции с жестким, упругим и двухдисковым клином. Каждый тип имеет свои достоинства и недостатки. Например, у жесткого клина высокие показатели герметичности, но трудный процесс подгонки геометрии уплотнителей.
По типу уплотнительных поверхностей, затвор бывает 2 видов.
1. С резиновым покрытием из EPDM (представлен на рис.3). Резиновый клин используют для установки в трубопроводах коммунальных систем. Обрезиненный клин не подвержен коррозии, имеет отличное сопротивление истиранию при работе в жесткой воде.
2. С наплавленными поверхностями на клине и на кольцах корпуса. В качестве наплавляемого материала используется проволока из нержавеющей стали. Нержавейка применяются на магистралях с высоким давлением и температурой до +4250С, а также в химической промышленности.
.png)
На рисунке 5 представлен затвор с наплавкой из нержавеющей стали. На шток (1) крепится клин (2) при помощи Т-образного соединения. Кольца корпуса (3) имеют наплавленную часть, соприкасающуюся с наплавленной частью (5) дисков (4).
Качество наплавки и шлифовки уплотнителей колец и дисков непосредственно влияет на класс герметичности задвижки, определяемый по ГОСТу 9544-2015г. методом испытаний.
Тип привода задвижки
Согласно ГОСТ 5762-2002г., выпускаемые задвижки изготавливаются для трубопроводов, диаметром проходного отверстия от 15 до 1600 мм. Востребованными на производстве являются устройства, диметром условного прохода от 50 до 800 мм.
Такой разброс по типоразмерам обуславливает большую разницу в габаритах каждой модели. Для примера, масса задвижки с диаметром проходного отверстия ДУ 50 составляет не более 40 кг. А вот 800 мм модель весит порядка 3,5 т. Соответственно, использовать такой прибор с ручным механизмом неудобно.
Поэтому, заводы-изготовители комплектую арматуру разными приводами.
Бывают:
- ручные;
- механические;
- электрические;
- электромагнитные;
- пневматические;
- гидроприводные.
.png)
Визуально, гидропривод имеет сходство с пневматическим приводом. Отличаются они лишь управляющей средой: в первом используется жидкость, во втором, соответственно, газ (воздух).
Управляющая среда - способ воздействия на затвор. В нашем случае это жидкость или газ.
Востребованными приводами являются ручные, с механическим редуктором и электрические.
Маркировка моделей, укомплектованных механическим редуктором: 30с564нж, 30с527нж. Цифра «5» обозначает тип привода - редуктор.
Модели, на которых устанавливается электропривод, маркируются цифрой «9». Например: 30с964нж, 30с941нж.
Аналогичным образом маркируется и чугунная арматура. Пример: 30ч906бр.
Установка электрических приводов осуществляется и на задвижки малого диаметра. Это обусловлено протяженностью трубопроводных систем. В этом случае, магистраль делится на участки, управляемые единым пультом.
При установке электропривода, надо руководствоваться типом присоединения привода, указанным в ГОСТе Р 55510-2013г. В паспорте изделия указывается максимальный крутящий момент. Для каждой модели он индивидуален. Невыполнение этих требований может привести к повреждению клина или утечке рабочей среды в атмосферу.
Материал корпуса задвижки
Корпусные детали задвижек, к которым относятся корпус, крышка и штурвал могут изготавливаться из;
- чугуна марки GGG40;
- стали марки 25/35Л;
- легированной стали 20ГЛ;
нержавеющей стали марок 20Х5МЛ, 12Х18Н9ТЛ или 12Х18Н12М3ТЛ.
Каждый металл имеет свои индивидуальные прочностные характеристики и структуру.
Чугун
Чугунные корпуса отливаются для арматуры, эксплуатируемой в коммунальных системах, для отопления и водоснабжения, преимущественно для воды и пара. Дополнительно корпус покрывают эпоксидно-порошковым составом.
Чугун GGG40 это высокопрочный чугун, в кристаллической решетке которого присутствует шаровидный графит, имеющий меньшее отношение поверхности к его объему. Данный фактор положительно сказывается на сплошности металла, который получает большую сопротивляемость коррозии.
Сплошность это свойства металла заполнять все пространство (объем) без пустот и дефектов. Чем выше сплошность, тем качественнее сплав.
Обработка внутренних полостей и внешнего корпуса чугунной задвижки эпоксидно-порошковым составом позволяет увеличить коррозионное сопротивление, значительно увеличивая срок эксплуатации.
Некоторые модели задвижек обрабатывают методом никелирования.
Никелирование это процесс нанесения на поверхность слоя никеля. Толщина слоя составляет 50 мкм.
Слой никеля защищает металл от коррозионного разрушения, продлевая срок службы изделия.
Марка стали задвижки
Стальные корпуса из 25/35Л являются широкопрофильными. Их удачно применяют как для воды/пара, так и для нефте-, газопроводов, систем АЭС и энергетики.
Сплав 25Л широко применяется в машиностроении. Из него изготавливают корпуса подшипников, поршни и крышки цилиндров. Диапазон рабочих температур для 25Л составляет от -400С до +4500С. Использование сплава 25Л для задвижек показатель прочности и надежности.
Изготовление корпусов из легированной и нержавеющей сталей, осуществляется для магистралей, эксплуатируемых в холодных регионах (температура до -600С), а также для сильноагрессивных сред. Такие задвижки изготавливаются по заказу конкретного производства.
Материал гайки и шпинделя
К приводным деталям предъявляются высокие требования. К примеру, шпиндель одним концом находится в рабочей среде, а другим – является участником резьбовой пары, где на него воздействует сила трение.
Шпиндель изготавливается из стали:
- 20Х13;
- 14Х17Н2;
- 12Х18Н9Т.
Повышенное содержание хрома обеспечивает нормальную работу арматуры в тяжелых условиях при постоянном трении.
Требования к приводной гайке ниже, так как на нее не воздействует рабочая среда. Здесь используется латунь ЛС59-1, устойчивая к трению. Для холодных регионов, гайки выпускаются из стали 40Х.
В некоторых моделях шпиндель изготавливается из бронзы БрАЖМц10-3-1,5.
Затвор стальной
В чугунных задвижках в качестве уплотнителя клина применяется этилен-пропиленовый каучук (EPDM, VITON, Silicon). Тело клина отлито из чугуна GGG40/50. Для улучшения стойкости клина к коррозии, на его поверхность наносят слой никеля.
В стальной арматуре требования к клину и дискам выше, чем в чугунных изделиях. Поэтому их изготавливают из сталей, марки 25Л, 20ГЛ, или из сплавов, содержащих нержавеющие присадки хрома и никеля (для эксплуатации в тяжелых климатических условиях).
Наплавка на уплотнительных частях колец корпуса производится с применением коррозионно-стойкой проволоки:
- 07Х25Н13;
- 08Х21Н10Г6.
Так как наплавка происходит под высокой температурой (до 35000С), в наплавочной проволоке присутствуют определенные добавки, способствующие сохранению кристаллической решетки металлов.
.png)
Уплотнители клина наплавляются сталью 13Х25Т, либо 10Х17Т.
В этих сплавах присутствует никель, хром, титан и медь. За счет этих металлов наплавленные поверхности имеют отличную прочность, ударную вязкость, сопротивление к истиранию и коррозионную стойкость.
Сальниковая набивка
В основном, на современных заводах арматуростроения, в качестве сальникового уплотнения применяют кольца ТРГ.
ТРГ это терморасширенный графит, армированный разными материалами.
В качестве армирующего вещества ТРГ используется:
- проволока из нержавейки;
- хлопчатобумажная нить;
- стекловолокно;
- лавсан;
- инконелевая проволока.
Также для уплотнения сальника применяется асбестовый шнур АГИ. Его пропитывают специальным графитом.
.png)
Использование того или иного уплотнителя, определяет отрасль использования арматуры. К примеру, при уплотнении ТРГ, армированной проволокой из нержавеющей стали, разрешается эксплуатировать задвижки в агрессивных средах химпромышленности.
Уплотнители фланцев
Задвижка монтируются в трубопровод при помощи фланцевого соединения. Кроме этого способа, используется сварное соединение. Но чаще встречается именно фланец.
Для точного совпадения отверстий фланцев арматуры и трубы, их изготавливают ответными. Процесс регламентируется ГОСТом 33259-2015г.
Крепление габаритной арматуры в трубопровод происходит с применением подъемных сооружений (козловых, портальных или других кранов). Чтобы не испортить корпусные детали, стропы устанавливаются в местах, указанных в инструкции по эксплуатации конкретной модели.
Во фланцах задвижки и трубы предусмотрены проточки. Они нужны для прокладки уплотнителя паронита.
.png)