
Купить штампованные заглушки и днища к трубопроводу. Цена, виды, назначение
Производство штампованных заглушек и днищ для трубопроводов
Производство стальных штампованных, сферических, торосферических, эллиптических заглушек и днищ. По желанию заказчика заглушки могут быть нестандартные, или выполнены по чертежам, а также быть оцинкованными. Днища и заглушки сходны по геометрии, а главное отличие между ними заключается в большем диаметре днища. Производство днищ ведется методом штамповки заготовок, выполненных из листовой стали, затем происходит их бортовка. В результате этого днища являются бесшовными деталями, что значительно повышает их надежность и позволяет выдерживать высокое давление. Производство заглушек ведется методом штамповки из листовой стали. Бесшовная конструкция позволяет сделать заглушки стойкими к высокому давлению. (с максимальным допустимым давлением до 16 МПа) и по ТУ (с максимальным допустимым давлением до 40 МПа). Изготовление из любых марок сталей, а также по зарубежным нормативам ANSI, ASME, DIN, EN. Проектирование под заказ. Высокие темпы изготовления, новейшее оборудование производства.
Заглушки штампованные по ГОСТ 17379-01 продажа
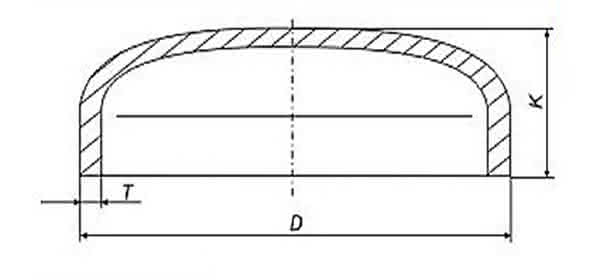
Заглушка это деталь, предназначенная для закрывания концевых отверстий в трубопроводах, перекрытия неиспользуемых участков трубопроводов, а также в конструкциях различных емкостей. Заглушки, в зависимости от своего назначения, могут быть изготовлены из различных материалов, таких как пластик, полипропилен, металлопластик, чугун или сталь. Как правило, заглушки изготовленные из пластика, полипропилена, металлопластика или чугуна используются в сантехнических работах. Они бывают небольших диаметров и держат невысокое давление. Заглушки стальные существуют нескольких типов: Заглушки эллиптические штампованные (бесшовные) Заглушки эллиптические штампованные бесшовные изготавливаются методом гидравлического выдавливания прессом из листа металла, т.е. отрезается часть листа нужного размера, затем нагревается, и, с помощью специального гидравлического пресса из данного листа выдавливается заглушка. Данный метод изготовления называется штамповка, поэтому такие заглушки принято называть штампованными. Такие заглушки имеют небольшой вес и габариты, а также не имеют ни одного сварного шва. Как видно из схематичного изображения, приведенного выше, заглушки, изготовленные методом штамповки, имеют форму эллипса, поэтому и называются эллиптическими заглушками. Иногда эллиптические заглушки называют сферическими, считая, что такие заглушки имеют форму полусферы. Заглушки эллиптические штампованные изготавливаются по ГОСТ 17379 и бывают первого и второго исполнения. Такие заглушки могут выдерживать давление до 16 МПа, благодаря тому, что не имеют ни одного сварного шва, поэтому если в монтируемом трубопроводе предполагается высокое давление, то для данного трубопровода применяют заглушки штампованные по ГОСТ 17379
Продажа днищ по ГОСТ 6533-78
Днища и заглушки сходны по геометрии, а главное отличие между ними заключается в большем диаметре днища. Производство днищ ведется методом штамповки заготовок, выполненных из листовой стали, затем происходит их бортовка. В результате этого днища являются бесшовными деталями, что значительно повышает их надежность и позволяет выдерживать высокое давление. Днища используются в составе трубопроводов разнообразного назначения: в водопроводах, нефтепроводах, промышленных трубопроводах. Материал днища подбирается, исходя из будущих условий эксплуатации. Так, для химического производства используются днища из антикоррозийной стали, а в нефтепроводах днища, стойкие к низким температурам. Днища ГОСТ 6533-78 изготавливаются диаметром от 159 до 1800мм, с толщиной стенки от 6 до 22мм включая очистку от окалины и механическую обработку фасок, из марок стали ст20, ст 09Г2С, ст 17Г1С.
Заглушки плоские поворотные (обтюраторы), плоские с рукояткой
Заглушки поворотные, или обтюраторы, как правило, изготавливаются двумя методами: Первый – литьем, когда расплавленный металл заливается в форму, а после застывания, делается мех. обработка отлитой заготовки; Второй - резкой (газовой или плазменной) заготовки из листа металла, т.е. из цельного листа металла вырезается заготовка, которая состоит из трех частей (кольцо, соединительная вставка и заглушка), затем все три части обрабатываются на станке, и свариваются между собой. Заглушки поворотные (обтюраторы), изготовленные методом литья более дешевые, т.к. при таком способе изготовления остается очень мало отходов, но всегда есть риск того, что внутри заглушки могут присутствовать воздушные полости, которые часто образовываются при таком методе, а значит такие заглушки менее надежные. При изготовлении методом резки из листа металла, остается много отходов, поэтому заглушки поворотные (обтюраторы), изготовленные таким методом, стоят дороже, но их качество выше, т.к. отсутствует такой момент как образование воздушных полостей внутри заглушки. Заглушки поворотные (обтюраторы) монтируются на трубопровод во фланцевое соединение (между концевыми фланцами двух участков трубопровода) с помощью болта или шпильки и служат для периодического перекрытия трубопровода. Т.е. если нужно перекрыть трубопровод, то достаточно рассоединить фланцевое соединение, и повернуть обтюратор глухой частью между фланцев. Обычно поворотные заглушки используются в таких трубопроводах где ведутся какие-либо технические работы или опрессовки, для того чтобы временно перекрыть поток движущейся среды. Иногда реверсивные заглушки используют вместо задвижек, т.к. их стоимость значительно ниже, но главные минусы поворотных заглушек заключаются в том, что нельзя частично перекрыть трубопровод, обтюратор может быть монтирован только в двух положениях: полностью открыт или полностью закрыт, а также в том, что для смены положения обтюратора требуется полный слив применяющейся среды, а это занимает много времени. Т.к. заглушки поворотные (очки Шмидта) крепятся между фланцев, то выбирая исполнение заглушки поворотной, следует учитывать, с каким фланцем будет соединяться данная заглушка. На рисунке, приведенном ниже, вы можете посмотреть, как схематично выглядит заглушка поворотная, смонтированная во фланцевое соединение. Одной из разновидностей заглушек поворотных стальных являются ЗАГЛУШКИ ПОВОРОТНЫЕ СТАЛЬНЫЕ С РУКОЯТКОЙ. Данный вид заглушек представляет собой деталь трубопровода, состоящую из двух частей – непосредственно заглушки и приваренной к ней рукоятки. Нормативы:
- АТК 26-18-5-93
- Т-ММ-25-01-06

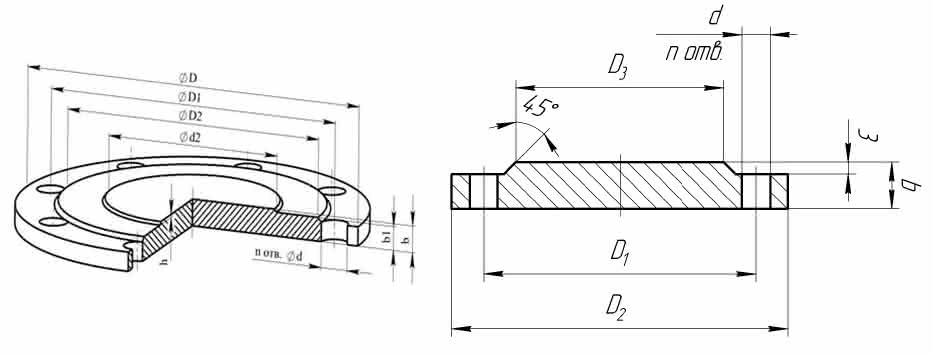
Заглушки фланцевые стальные продажа
Заглушки фланцевые, как правило, изготавливаются двумя методами: Первый – литьем, когда расплавленный металл заливается в форму, а после застывания, делается мех. обработка отлитой заготовки; Второй - резкой (газовой или плазменной) заготовки из листа металла, т.е. из цельного листа металла вырезается заготовка и затем обрабатывается на станке. Заглушки фланцевые, изготовленные методом литья более дешевые, т.к. при таком способе изготовления остается очень мало отходов, но всегда есть риск того, что внутри заглушки могут присутствовать воздушные полости, которые часто образовываются при таком методе, а значит такие заглушки менее надежные. При изготовлении методом резки из листа металла, остается много отходов, поэтому заглушки фланцевые, изготовленные таким методом, стоят дороже, но их качество выше, т.к. отсутствует такой момент как образование воздушных полостей внутри заглушки. Поэтому если в трубопроводе предполагается высокое давление, то надежнее на данный трубопровод устанавливать заглушки фланцевые, изготовленные методом резки из листа металла. Изготавливается по нормативу АТК 24.200.02-90 с давлением до 4 МПа, диаметром 12-1220мм.
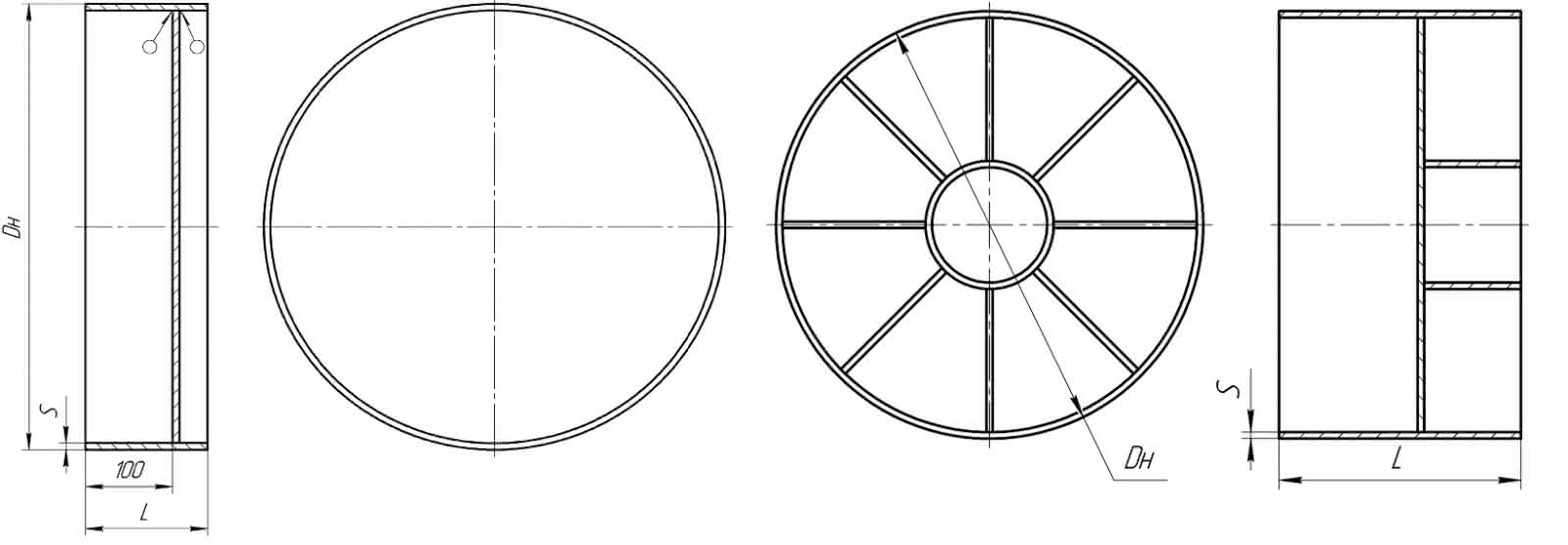
Заглушки сварные плоские (с ребрами)
Заглушки плоские (сварные) изготавливаются из вальцованного листа, либо из отрезка бесшовных или электросварных труб, внутрь которого вваривается стальной диск. В продольном сечении такие заглушки, в отличие от эллиптических, имеют прямоугольную форму, поэтому называются плоскими. Заглушки разделяют на плоские стальные и плоские стальные с ребрами (ОСТ 34.10.758-97 и ОСТ 34.10.759-97). Допускается применение заглушек на Ру до 2,5 МПа при Т до 200°С и Ру до 2,0 МПа при Т до 425°С.
Конструкционные особенности заглушек
Заглушка для труб позволяет закончить примыкающие к стене и отдельно стоящие элементы в процессе монтажа ограждающих конструкций и поручней. Несмотря на множество способов решения этого вопроса (смонтировать отвод, использовать фланцы), наибольшей популярностью пользуются именно декоративные заглушки из нержавейки. В зависимости от способа изготовления они бывают:
Литые заглушки – изделия обладают презентабельным внешним видом и идеальными формами, отличаются повышенной прочностью. В процессе производства они подвергаются зачистке, полировке или шлифовке;
Штампованные заглушки – метод изготовления заключается в механическом воздействии специальной формы на заготовки из цельных стальных листов, последующей лазерной резки и окончательной токарной обработки, что позволяет создавать угловатые конфигурации и изогнутые линии контуров;
Произведенные методом токарной обработки – в процессе изготовления заготовки проходят несколько операций обработки на токарных станках, такие заглушки являются прочными и качественными изделиями.
Каталог заглушек и днищ
| Купить заглушку типа | Условное давление, МПа | Наружный диаметр, мм | Температура, t °C | Марка стали |
| Днище ГОСТ 6533-78 | 16 | 159-3200 | от -65 до + 350 | 20, 09Г2С, 17Г1С |
| Заглушка ГОСТ 17379-2001 | 16 | 15-400 | от -70°С до +450 | 20, 09Г2С и тд. |
| Заглушки ASME/ANSI b16.9 | - | 1/2”~72” | - | ASTM |
| Заглушки DIN 11852 | 5-250 мм | до 150 | AISI 304/316/321 | |
| ОСТ 108.504.01-82 ДОНЫШКИ | 38 | 20-400 | до + 280 | 20, 15Г2С и тд. |
| ОСТ 108.504.02-82 ДОНЫШКИ | 25 | 32-450 | до + 545 | 12Х1МФ, 15Х1М1Ф |
| Заглушки сферические | 21 | 320-3200 | от -70 | 09Г2С, 12Х18Н10Т, AISI304 |
| Днища торосферические | 21 | 100-4000 | от -70 | AISI304, 09Г2С, 12Х18Н10Т |
| Донышки СТО ЦКТИ 504.01-2009 | 37,3 | 20-450 | от -30°С до +450°С | 12Х1МФ, 15Х1М1Ф |
| Донышки СТО ЦКТИ 504.02-2009 | 25 | 32-400 | от -30°С до +560°С | 12Х1МФ, 15Х1М1Ф |
| Донышки СТО ЦКТИ 504.02-2009 | 9,8 | 65-325 | от -30°С до +540°С | 12Х1МФ, 15Х1М1Ф |
Виды штампованных заглушек
внутренние (вариантов заходящей части множество, что позволяет подобрать изделие под разную стенку трубы);
наружные (в наличии изделия различной формы: цилиндрические, в форме усечённого конуса, шара и др.);
резьбовые (представлены изделия и с пластиковой, и с металлической резьбой);
под углом (используются в случае, когда пруток/труба находится под каким-либо углом);
Заглушки стальные это технологическое изделие из пластика или металла определенной формы и размера, придающее конструкции законченный безопасный вид. Пластиковые или металлические декоративные заглушки устанавливаются на трубы различного поперечного сечения (прямоугольные, квадратные, круглые) и используются для предотвращения попадания влаги и мусора внутрь труб. Если пластиковые изделия, выполняющие функцию пробок для отверстий. Купить стальные заглушки для труб по оптовым ценам. Прямой поставщик трубопроводной арматуры. Доставка по всей России.